企業動態
2023-02-20 10:26
1 目的
規范壓力容器鍛件檢測。
2 適用范圍
橫波檢測僅適用于內外徑之比大于或等于80%的環形和筒形鍛件。
3 探頭
3.1探頭公稱頻率主要為2.5MHz。
3.2探頭晶片面積為140~400mm2。
3.3 原則上應采用 K1探頭,但根據工件幾何形狀的不同,也可采用其它的K值探頭。
4 靈敏度校準試塊
4.1為了調整檢測靈敏度,可利用被檢工件壁厚或長度上加工余量部分制作對比試塊。在鍛件的內外表面,分別沿軸向和周向加工平行的 V形槽作為標準槽。V 形槽長度為 25mm,深度為鍛件壁厚的 1%,角度這 60°。也可采用其它等效的反射體(如邊角反射等)。
5 檢測方法
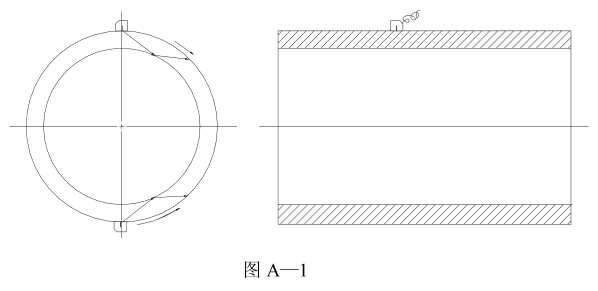
5.1掃查方式
5.1.1掃查方向見圖A-1。
5.1.2 探頭移動速度不應超過150mm/S。
5.1.3 掃查復蓋應為探頭寬度的 15%以上。
5.2 靈敏度校驗
從鍛件外圓面將探頭對準內圓面的標準溝槽,調整增益,使最大反射波高為滿刻度的80%。將該值標在面板上,以其為基準檢測靈敏度;再移動探頭測定外圓面的標準溝槽,并將最大的反射波也標在面板上,將以上兩點用直線連接并延長,使之包括全部檢測范圍,繪出距離一波幅曲線,內圓面檢測時的靈敏度也應按上述方法確定,但探頭斜楔應與內圓曲面率一致。
6 記錄
記錄超過距離一波幅曲線一半的缺陷反射波和缺陷位置。

